Large bottle water filling machines are essential in the beverage industry, particularly for companies dealing with bottled water. These machines efficiently handle the high volume of water filling, ensuring that each bottle is filled accurately and quickly. Understanding the operation of these machines can help in optimizing their use and maintenance. This article will explore the basic principles behind the operation of large bottle water filling machines, providing insights into their functionality and benefits.
Understanding the Basic Operation
Large bottle water filling machines are designed to streamline the process of filling water into large containers, such as 5-gallon bottles. The process begins with the bottles being transported to the filling station. At this station, the bottles are first cleaned and sterilized to ensure they are free from any contaminants. Once cleaned, the bottles are positioned under the filling nozzles.
The filling process is typically managed by an automated system that ensures precision and efficiency. The machine is equipped with sensors that detect the presence of bottles and monitor the filling process. As the bottles are filled, the machine controls the flow of water, ensuring that each bottle receives the correct amount. This is achieved through a combination of pumps and valves that regulate the water flow and maintain consistent pressure.
Key Components of Large Bottle Water Filling Machines
The effectiveness of large bottle water filling machines relies on several key components working in harmony. These components include:
1. Filling Nozzles: The nozzles are crucial for directing the flow of water into the bottles. They are designed to minimize spillage and ensure a precise fill level.
2. Pumps: Pumps control the water flow from the source to the filling nozzles. They are typically equipped with pressure control systems to maintain a consistent fill rate.
3. Sensors and Controls: Modern filling machines use sensors to detect the bottle's position and ensure accurate filling. Control systems manage the operation of the pumps and valves, adjusting the flow as needed to achieve the desired fill level.
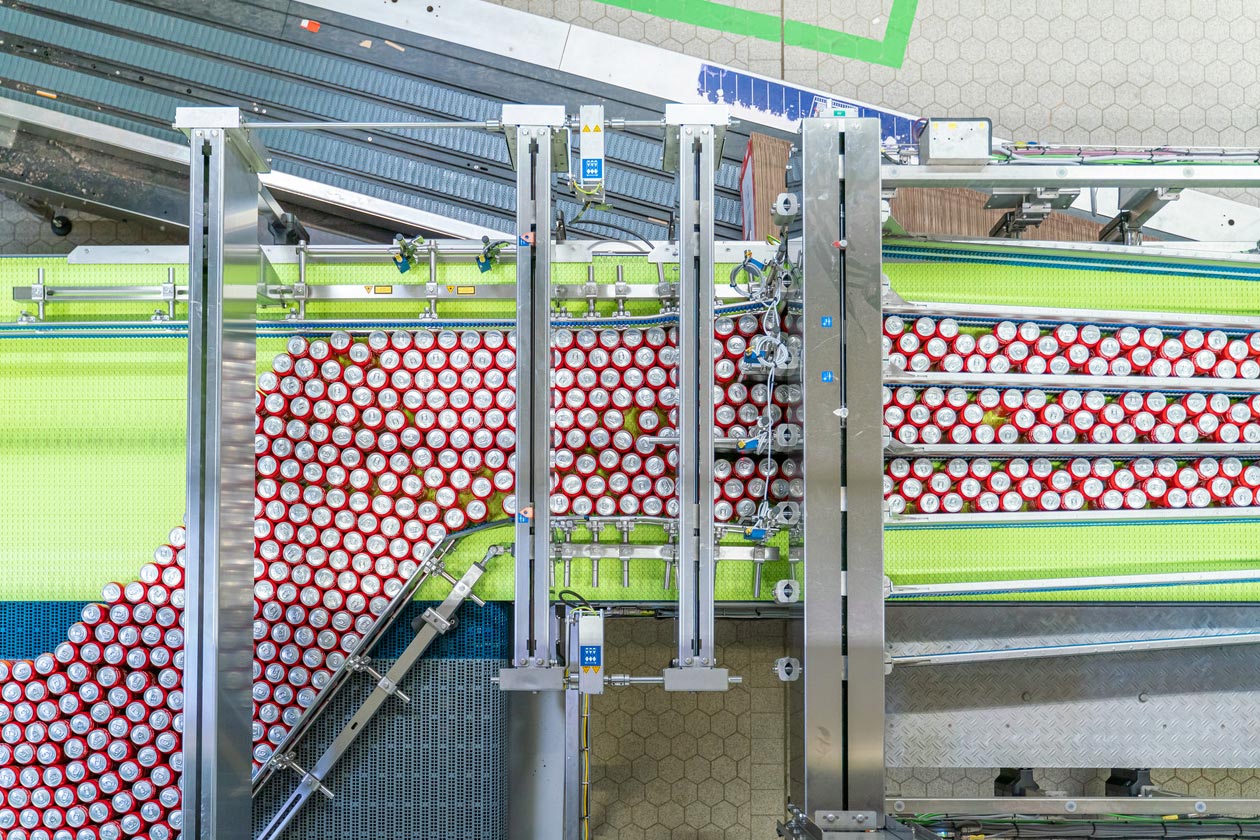
4. Conveyor System: This system transports the bottles through various stages of the filling process, from cleaning to filling and capping.
Benefits of Using Large Bottle Water Filling Machines
Large bottle water filling machines offer several advantages that enhance the efficiency and effectiveness of the bottling process.
1. Increased Efficiency: These machines significantly speed up the filling process compared to manual methods. They can fill a large number of bottles in a short period, which is essential for meeting high demand.
2. Consistency and Accuracy: Automated filling machines ensure that each bottle is filled to the same level, reducing waste and improving product quality. Consistent filling levels are crucial for maintaining the brand's reputation and customer satisfaction.
3. Reduced Labor Costs: By automating the filling process, companies can reduce the need for manual labor, leading to cost savings and allowing workers to focus on other tasks.
4. Enhanced Hygiene: Modern filling machines are designed to maintain high hygiene standards, which is critical in the food and beverage industry. The automated cleaning and sterilization processes help prevent contamination and ensure product safety.
In conclusion, large bottle water filling machines play a vital role in the beverage industry by providing efficient, accurate, and hygienic filling solutions. Understanding their operating principles, key components, and benefits can help businesses optimize their production processes and meet market demands effectively. Investing in advanced filling technology can lead to significant improvements in efficiency and product quality, making it a valuable asset for any bottling operation.