In industrial settings, the operation of large barrel water filling machines plays a crucial role in efficiently packaging potable water for distribution. These machines are designed to handle large containers, ensuring hygienic and precise filling processes that meet regulatory standards. Understanding their operation is essential for optimizing production and maintaining product quality.
Operation Overview
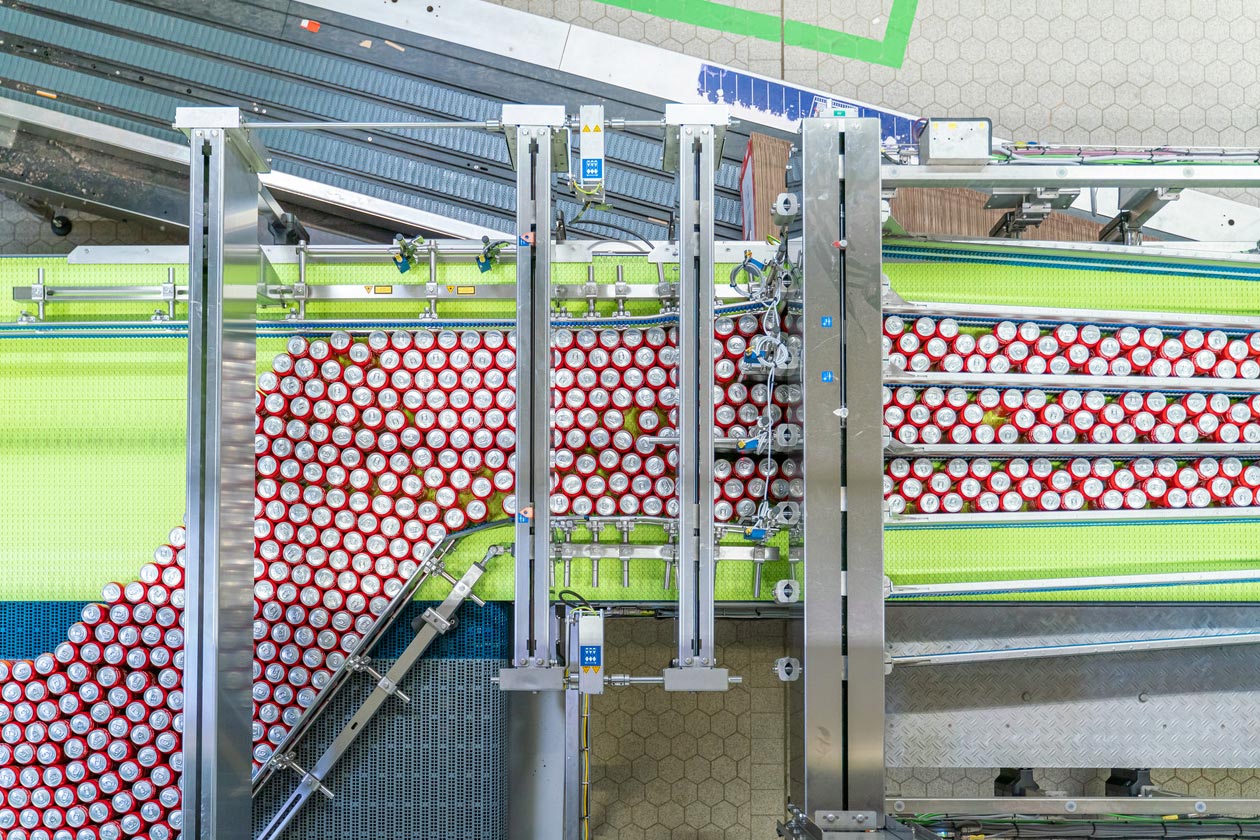
The operation of a large barrel water filling machine involves several key steps. Initially, empty barrels are positioned on a conveyor belt, which moves them into the filling area. Here, the barrels are securely held in place as they undergo the filling process. High-capacity pumps and sensors ensure accurate water levels are maintained, preventing under or overfilling.
After filling, the barrels are automatically sealed to prevent contamination. This step is critical in ensuring the integrity of the water inside remains intact until consumption. Modern machines incorporate advanced sealing mechanisms that guarantee airtight closures, adhering to sanitation standards.
Cleaning and Maintenance
Regular cleaning and maintenance are imperative to keep large barrel water filling machines operating efficiently. Cleaning procedures involve sanitizing all components that come into contact with water, using approved disinfectants to eliminate bacteria and residue buildup. Scheduled maintenance checks help identify and address potential issues before they affect production.
Quality Control and Assurance
Quality control measures are integral throughout the operation. Automated sensors continuously monitor the filling process, ensuring precise volumes and detecting any anomalies that may indicate equipment malfunction. Additionally, periodic sampling and testing of filled barrels confirm water quality meets regulatory requirements.
Conclusion
In conclusion, large barrel water filling machines are pivotal in the efficient packaging of potable water. By understanding their operation, including filling, sealing, cleaning, and quality control processes, manufacturers can ensure consistent production of high-quality water products. Regular maintenance and adherence to strict hygiene standards further contribute to operational efficiency and product integrity. Mastering these aspects not only optimizes production but also upholds consumer trust in the safety and reliability of bottled water supplies.
This comprehensive approach underscores the importance of advanced technology and meticulous procedures in the operation of large barrel water filling machines within the beverage industry.