Quality inspection plays a crucial role in ensuring the efficiency and reliability of mineral water bottling machines. These machines are essential in the production line of bottled water, where precision and consistency are paramount to meet regulatory standards and consumer expectations.
Mineral water bottling machines undergo rigorous quality checks throughout their manufacturing process. From initial assembly to final production line integration, each component and system within the machine must adhere to strict quality control measures. This ensures that the machine operates smoothly, minimizes downtime, and consistently produces high-quality bottled water.
Components and Assembly Inspection
The first stage of quality inspection involves examining the components used in the bottling machine. Every part, from valves and pumps to conveyor belts and sensors, undergoes inspection to verify its quality and durability. Suppliers must meet specified standards, and incoming parts are checked for dimensional accuracy, material quality, and performance capabilities.
During assembly, quality inspectors monitor the construction of the machine. They ensure that parts are correctly fitted, aligned, and secured according to engineering specifications. This meticulous process prevents potential malfunctions and enhances the overall reliability of the bottling machine.
Operational Testing and Calibration
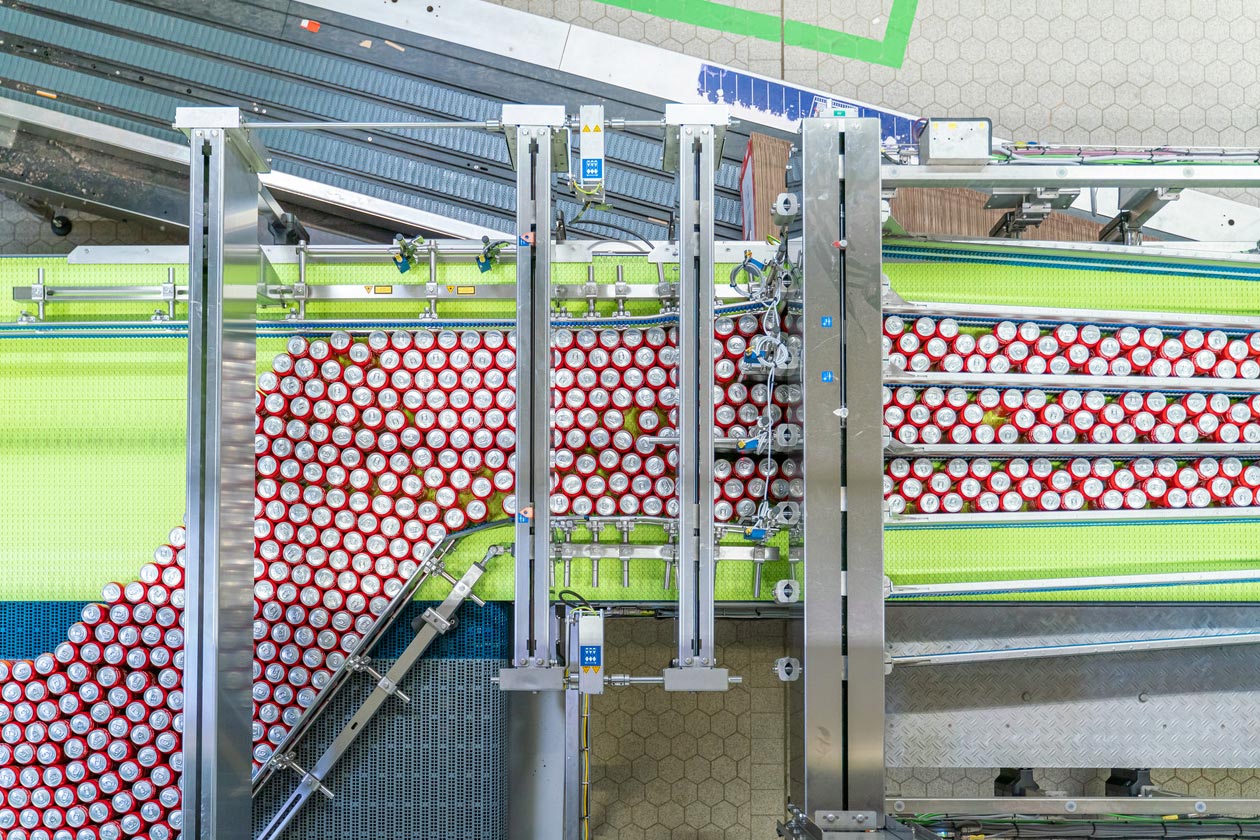
Once assembled, the mineral water bottling machine undergoes extensive operational testing and calibration. This phase involves simulating real-world production conditions to validate the machine's performance. Parameters such as filling accuracy, speed consistency, bottle integrity, and sealing effectiveness are meticulously tested.
Advanced sensors and monitoring systems are employed to detect any deviations from set parameters. This allows technicians to fine-tune the machine for optimal performance. Calibration procedures ensure that the machine operates within precise tolerances, meeting regulatory requirements and maintaining product quality.
Final Quality Assurance Checks
Before the mineral water bottling machine is cleared for production use, comprehensive quality assurance checks are conducted. These checks include functional tests under load, leak detection trials, and sanitation assessments. The machine must demonstrate its capability to handle varying bottle sizes, maintain hygiene standards, and integrate seamlessly with other production line equipment.
Quality inspectors also verify compliance with industry regulations and safety standards. Documentation review ensures that all procedures and specifications are meticulously followed throughout the manufacturing and assembly processes.
Conclusion
In conclusion, the quality inspection of mineral water bottling machines is a multifaceted process that ensures operational excellence and product integrity. By meticulously inspecting components, conducting rigorous operational testing, and performing comprehensive quality assurance checks, manufacturers uphold high standards of reliability and efficiency. This dedication to quality not only meets regulatory requirements but also enhances consumer confidence in the purity and consistency of bottled mineral water.
By adhering to stringent quality control measures, manufacturers not only optimize machine performance but also contribute to the overall success and sustainability of the bottled water industry.