Introduction: The KING WHALE brand has made significant strides in the beverage packaging industry, particularly with its advanced soft drink packing machine technology. This article provides an overview of the technical features, operational efficiency, and environmental considerations that define the KING WHALE soft drink packing machine.
-
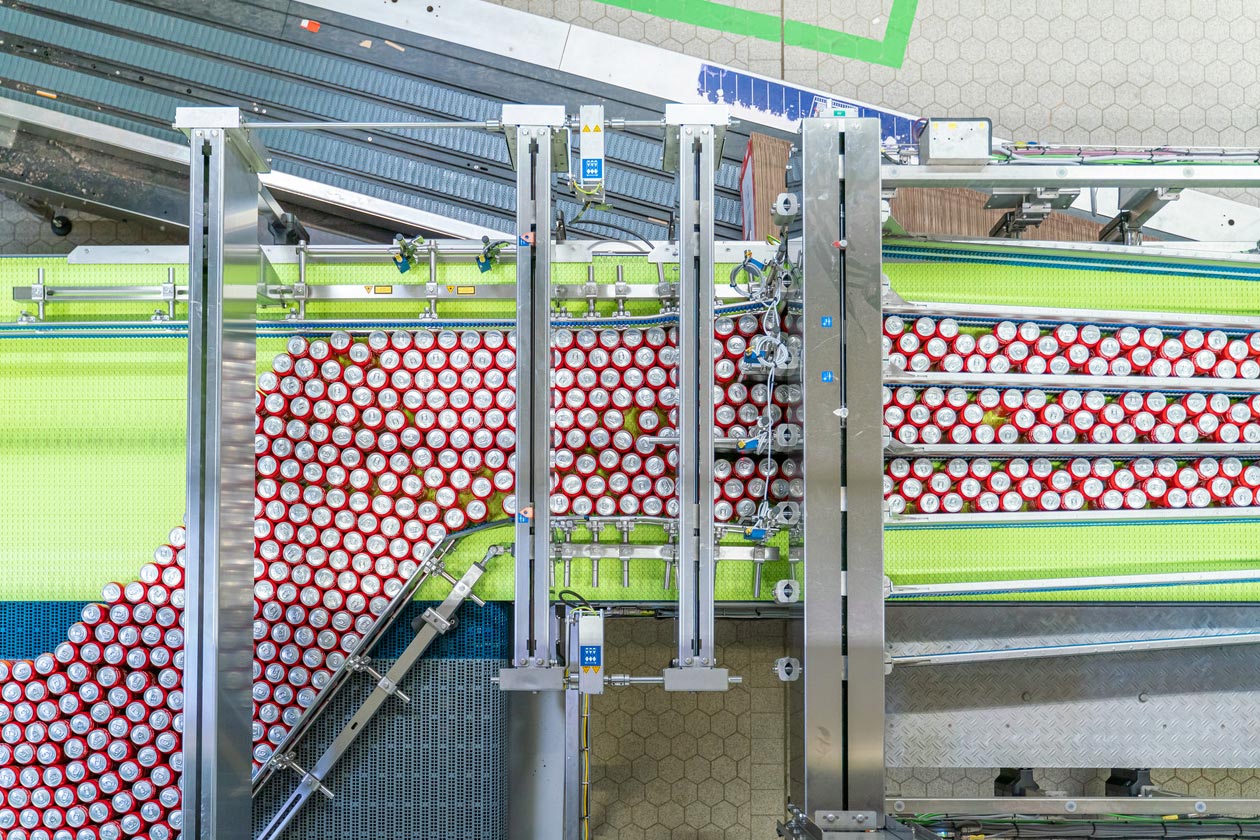
Technical Specifications The KING WHALE soft drink packing machine is a state-of-the-art system designed for high-speed and accurate packaging of various types of carbonated and non-carbonated beverages into cans or PET bottles. It incorporates servo-driven filling valves, ensuring precise fills to minimize product waste and maintain consistent quality. The machine can handle different bottle sizes, shapes, and cap types due to its modular and flexible design.
-
Efficient Workflow A streamlined process flow includes automatic bottle unscrambling, rinsing, filling, capping, labeling, and case packing. Each stage is engineered to maximize speed without compromising on safety or hygiene. Advanced sensors and controls ensure seamless integration and synchronization between each component, significantly reducing downtime and increasing overall productivity.
-
Innovative Packaging Solutions The KING WHALE packing machine boasts innovative packaging techniques such as lightweight bottle designs, efficient shrink wrapping, and sustainable materials handling. The machine’s compatibility with eco-friendly packaging options aligns with global sustainability goals, allowing beverage producers to reduce their carbon footprint while maintaining product integrity.
-
Hygiene and Sanitation The machine adheres to stringent food safety standards by incorporating CIP (Cleaning In Place) systems and stainless steel construction. All parts that come into contact with the beverage are constructed from food-grade materials and designed for easy cleaning and maintenance, guaranteeing hygienic conditions throughout the entire production cycle.
-
Versatility and Customization Recognizing the diverse needs of the soft drink market, KING WHALE offers customizable packing solutions. From adaptable changeover times to accommodate multiple product lines to intelligent software that adjusts to changing production demands, the machine can be tailored to fit specific customer requirements.
-
Energy Efficiency With energy consumption being a critical concern for manufacturers, the KING WHALE soft drink packing machine prioritizes energy efficiency. Utilizing low-energy components and optimized power management strategies, it minimizes operating costs and reduces environmental impact.
-
Quality Control Integrated quality control systems, including vision inspection technologies, monitor every step of the packaging process. These systems identify and correct any defects promptly, ensuring that only top-quality products reach consumers.
Conclusion: The KING WHALE soft drink packing machine represents a benchmark in modern beverage packaging equipment. Its combination of cutting-edge technology, adaptability, and commitment to sustainability makes it an attractive choice for businesses seeking to optimize their packaging operations while minimizing environmental impact.
For more detailed information on the technical specifications, performance metrics, and customization options for the KING WHALE soft drink packing machine, potential buyers are encouraged to directly engage with the company's representatives for personalized consultations and comprehensive product literature.
Note: The actual technical capabilities, configurations, and performance data of the KING WHALE soft drink packing machine may vary based on the model and customizations provided by the manufacturer.